
铝铸件,铸铝件,铝压铸件,铝合金铸造,铝铸件厂家_泊头市韩集兴达铸造厂
 当前位置:
当前位置: 

产品详情
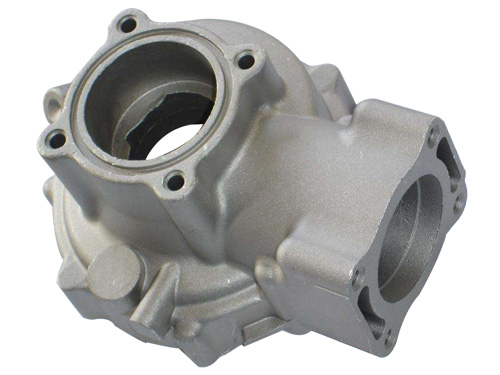
铸铝管件的热处理工艺可以分为如下四类:
1、退火处理将铝合金铸件加热到较高的温度,一般约为300℃左右,保温 的时间后,随炉冷却到室温的工艺称为退火。在退火过程中溶体发生分解, 相质点发生聚集,可以铸件的内应力,稳定铸件尺寸,减少变形,增大铸件的塑性。
2、固溶处理把铸件加热到尽可能高的温度,接近于共晶体的熔点,在该温度下保持足够长的时间,并随后冷却,使组元溶解,这种高温状态被固定保存到室温,该过程称为固溶处理。固溶处理可以提高铸件的强度和塑性,合金的性能。固溶处理的效果主要取决于下列三个因素:
(1)保温时间。保温时间是由元素的溶解速度来决定的,这取决于合金的种类、成分、组织、铸造方法和铸件的形状及壁厚。铝合金铸造的保温时间比变形铝合金要长得多,通常由试验确定,一般的砂型铸件比同类型的金属型铸件要延长20%-25%。
(2)冷却速度。淬火时给予铸件的冷却速度越大,使固溶体自高温状态保存下来的过饱和度也越高,从而使铸件获得高的力学性能,但同时所形成的内应力也越大,使铸件变形的可能性也越大。冷却速度可以通过选用具有不同的热容量、导热性、蒸发潜热和粘滞性的冷却介质来改变,为了 小的内应力,铸件可以在热介质(沸水、热油或熔盐)中冷却。
(3)固溶处理温度。温度越高,元素溶解速度越快,效果越好。一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使组元尽可能多地溶入固溶体中。为了获得固溶效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在,再升到 高的温度进行保温和淬火。固溶处理时,还应当注意加热的升温速度不宜过快,以免铝合金铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。
3、为了使炉内温度均匀性能够满足铝合金工件的淬火工艺要求,在炉体的顶部还设置一台离心风扇,离心风扇在炉内导流系统的作用下能够地将热气流循环,导流系统采用 耐热不锈钢板制作.在炉内为了防止其变形,导流板均采用悬挂式安装方式,其结构性能稳定、、设备长期工作无需维修。
4、料架的升降均由设置在炉外的起吊卷扬机来完成,该卷扬系统设置双速驱动装料.当炉门打开后,卷扬机自动下降,将满载工件的料架入水淬火,当料架上重新准备进入炉内时,卷扬机则以慢速起吊料架,以地防止工件的运动惯性,运行平稳、不会损坏炉口的密封装置以及保温材料。
行业动态
News







Copyright © 2018 - 2019 兴达铸造 All Right Reserved.


