
铝铸件,铸铝件,铝压铸件,铝合金铸造,铝铸件厂家_泊头市韩集兴达铸造厂
 当前位置:
当前位置: 

产品详情
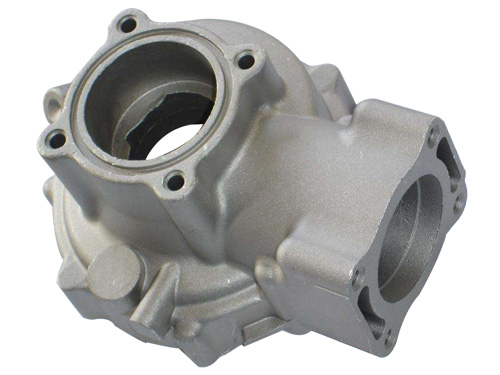
铝压铸件相当于塑料的注塑工艺,可以制造出任意的形状,在不同的地方有不同的叫法,如铝压铸零件、压铸铝零件、压铸铝件、压铸铝、铝压铸件、铝合金压铸零件等。
铝压铸件充填、持压和开型时间:
1)充填时间
自液态金属开始进入型腔起到充满型腔止,所需的时间称为充填时间。充填时间长短取决于铸件的体积的大小和复杂程度。对大而简单的铸件,充填时间要相对长些,对复杂和薄壁铸件充填时间要短些。充填时间与内浇口的截面积大小或内浇口的宽度和厚度有密切关系, 正确确定。
2)持压和开型时间
从液态金属充填型腔到内浇口 凝固时,继续在压射冲头作用下的持续时间,称为持压时间。持压时间的长短取决于铸件的材质和壁厚。
持压后应开型取出铸件。从压射终了到压铸打开的时间,称为开型时间,开型时间应控制准确。开型时间过短,由于合金强度尚低,可能在铸件顶出和自压铸型落下时引起变形;但开型时间太长,则铸件温度过低,收缩大,对抽芯和顶出铸件的阻力亦大。一般开型时间按铸件壁厚1毫米需3秒钟计算,然后经试任调整。
铝压铸件浇注温度的考虑因素:
浇注温度是指从压定进入型腔时液态金属的平均温度,由于对压室内的液态金属温度测量不方便,一般用保温炉内的温度表示。
浇注温度过高,收缩大,使铸件容易产生裂纹、晶粒粒大、还能造成粘型;浇注温度过低,易产生冷隔、表面花纹和浇不足等缺陷。因此浇注温度应与压力、压铸型温度及充填速度同时考虑。
山东铝压铸件 河北铝压铸件行业动态
News







Copyright © 2018 - 2019 兴达铸造 All Right Reserved.


