
 当前位置:
当前位置: 

产品详情
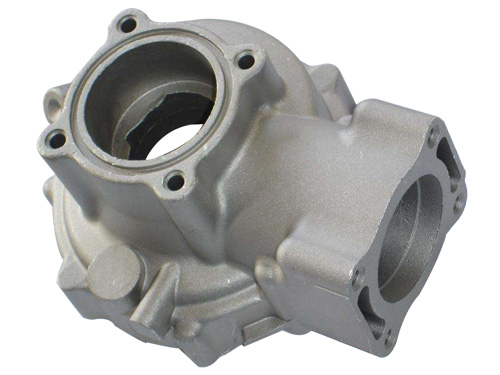
铸铝汽车配件是一种将纯铝或铝合金锭按标准的成份比例配制后,经过人工加热将其变成铝合金液体或熔融状态后再通过的模具或相应工艺将铝液或熔融状态的铝合金浇注进型腔,经冷却形成所需要形状铝件的一种工艺方法。铸铝所的铸件,称为铸铝件。
常用的铸铝方法有:砂铸,压铸,低压铸造,铸造,模铸造等。
铝铸件是指是采用铸造的加工方式而的纯铝或铝合金的设备器件。一般是采用砂型模或金属模将加热为液态的铝或铝合金浇入模腔,而的各种形状和尺寸的铝零件或铝合金零件通常就称为铝压铸件。
复杂的铝铸件铸造是一种以电磁泵低压铸造技术为核心,铝冶炼和成型复合净化技术和制造业核心的,生产铝铸件现代技术。电磁泵低压铸造金属熔液传输系统有一个稳定的流动,流量控制方便,过程熔融氧化铝的倒吸气和易于实现的优点是使用流程的自动化,这不仅铸造质量的提高铝铸件铸造,而且还可以工作环境。减少劳动强度,实现自动化和现代化的铸造生产。
铸造铝合金具有一些其他铸件无法比拟的优势,如美观、质量轻、等优势,使它广受用户的青睐,特别是在汽车轻量化以来,铸造铝合金铸件在汽车工业中了广泛的应用。
铸造裂纹的产生原因及解决方法:
沿晶界发展,常伴有偏析,是一种在较高温度下形成的裂纹在体积收缩较大的合金和形状较复杂的铸件容易出现热处理裂纹,由于热处理过烧或过热引起,常呈穿晶裂纹。常在产生应力和热膨张系数较大的合金冷却过剧。
由于热处理过烧或过热引起,常呈穿晶裂纹。常在产生应力和热膨张系数较大的合金冷却过剧。
产生原因:
1.铸件结构设计不合理,有尖角,壁的厚薄变化过于悬殊
2.砂型(芯)退让性不良
3.铸型局部过热
4.浇注温度过高
5.自铸型中取出铸件过早
6.热处理过热或过烧,冷却速度过激
防止方法:
1.改进铸件结构设计,避免尖角,壁厚力求均匀,圆滑过渡
2.采取增大砂型(芯)退让性的措施
3.铸件各部分同时凝固或顺序凝固,改进浇注系统设计
4.适当降低浇注温度
5.控制铸型冷却出型时间
6.铸件变形时采用热校正法
7.正确控制热处理温度,降低淬火冷却速度。
山东铸铝汽车配件 河北铸铝汽车配件- 上一篇:铸铝汽车轮毂
- 下一篇:没有了
行业动态
News








Copyright © 2018 - 2019 兴达铸造 All Right Reserved.


